


发动机工厂缸体线在项目初期,规划使用德国进口的全自动卧式数控加工中心生产线,共线生产H4四缸缸体和H3三缸缸体,两种缸体在长度方面相差54mm,高度相差9mm。在共线生产的策略中,这类多种产品之间的换型是需要考虑的一大问题。
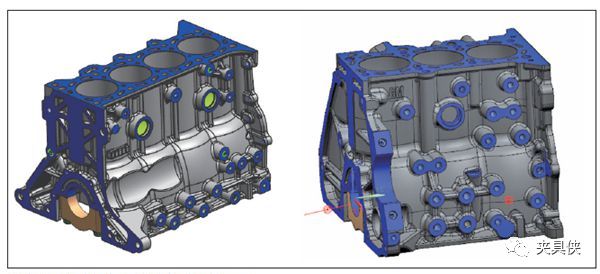 图1四缸(左)、三缸(右)缸体示意图
图1四缸(左)、三缸(右)缸体示意图
Part.1现有夹具夹紧定位方式
在发动机工厂,四台加工中心夹具均采用一面两销的定位方式,夹具上共有3个定位销,4个定位面。具体操作中存在着如下问题:
气路切换的问题
换型时只需切换#3和#4的气路,如图2所示。如操作人员忘记切换,设备气检值会超出正常范围,设备无法运行,从而确保设备不会发生故障。
 图2换型时的气路
图2换型时的气路
挡停装置
由于两种缸体长度不同,需要更换到位挡停的装置(见图3)。此装置如果忘记换型,设备会有报警信息提示,无动作运行,保护设备在异常情况下不会发生故障。
 图3
图3
夹紧头的换型
需要对H3与H4顶面夹紧头进行换型。由于长度方向相差较大,原设计需要将顶面的#7号夹紧头拆卸后,旋转180°进行安装,在此状态下才能加工H3,如图4所示。若操作员工失误忘记旋转此夹紧头,设备将无报警,加工中心正常运行,会造成主轴或刀具与夹紧头发生干涉,导致设备损坏。
 图4夹紧点的对比
图4夹紧点的对比
前两项换型内容设备发生故障的风险均较小,第三项换型内容风险最大,极易造成设备故障。我们对此夹紧头的设计进行分析后做出更改设计,提高了换型效率,在生产过程中有可能发生的问题得到预防和解决,减少了设备停机时间并降低了维修成本。
Part.2夹紧结构的分析
夹紧机构的顶面采用1个液压缸驱动3个连接杆,对缸体实施夹紧,夹紧力为7MPa。原设计H4夹紧点最大相距284mm,H3夹紧点最大相距226mm。在分析和设计夹紧方案时,应从5个方面入手:夹紧力的方向、大小、作用点、作用顺序以及夹紧原件的结构或其组合。

工件夹紧方案的改进分析
工件夹紧有两方面的要求,一是稳定性要好,保证工件在整个动态切削过程中不会发生运动,始终保持静力平衡,且要有足够的抗振性;二是有限形变,夹紧力和切削力会使工件发生变形,必须有严格的要求以保证形变限制在公差范围内。
 图5
图5
改进方案计划,将H4靠近后端面的夹紧点位置改为与H3一致,以达到不需要换型的目的,若更改夹紧点位置,H4夹紧点比原位置向里缩短58 mm,需要对比H3加工后端面的切削力与H4加工后端面的切削力。若在夹紧力范围内,不会对工件造成移动,方案可行。
Part.3夹紧头优化方案分析
如图6所示,夹紧头#7与连接杆使用螺栓进行连接,夹紧头#7为对称结构,与连接杆由左右两处凹槽进行限位。
 图6夹紧机构
图6夹紧机构
新方案将连接杆更改为只有一处凹槽,夹紧头#7加工为只有一处凸起与凹槽进行配合,如方向错误则无法进行安装。
 图7新设计夹紧头及连接杆
图7新设计夹紧头及连接杆
依据上述分析,加工参数将对加工质量会产生重大影响。但两种机型使用的参数一致,加工过程受力较类似,更改夹紧头设计后质量变差的风险较小,加工稳定性对比如图8所示。
 图8更换夹紧头前后的位置度对比
图8更换夹紧头前后的位置度对比
综上,对于柔性化生产线,换型内容需要有设计防错或设备报警防错;对于差异较大的产品进行共线生产,需提前分析加工内容的排布、刀具的挑选以及加工参数的制定。



